



Гауһар сым кесу технологиясы консолидациялық абразивті кесу технологиясы деп те аталады. Бұл болат сымның бетіне консолидацияланған алмаз абразивін, кремний шыбығының немесе кремний құймасының бетіне тікелей әсер ететін алмаз сымын электроплиталық немесе шайырлы байланыстыру әдісін қолдану арқылы ұнтақтау, кесу әсеріне қол жеткізу. Гауһар сым кесу жылдам кесу жылдамдығы, жоғары кесу дәлдігі және материалдың төмен шығыны сияқты сипаттамаларға ие.
Қазіргі уақытта гауһар сыммен кесетін кремний пластинасының монокристалды нарығы толығымен қабылданды, бірақ ол насихаттау процесінде де кездесті, олардың ішінде барқыт ақ ең көп таралған мәселе болып табылады. Осыған байланысты, бұл мақалада гауһар сыммен кесетін монокристалды кремний пластинасының барқыт ақ мәселесінің алдын алу жолдары қарастырылады.
Алмаз сым кесетін монокристалды кремний пластинасын тазалау процесі сым ара машинасымен кесілген кремний пластинасын шайыр пластинасынан алып тастау, резеңке жолақты алып тастау және кремний пластинасын тазалау болып табылады. Тазалау жабдығы негізінен алдын ала тазалау машинасы (дезинфекциялау машинасы) және тазалау машинасынан тұрады. Алдын ала тазалау машинасының негізгі тазалау процесі: беру-шашыратқыш-шашыратқыш-ультрадыбыстық тазалау-дезинфекциялау-таза сумен шаю-жеткілікті емес беру. Тазалау машинасының негізгі тазалау процесі: беру-таза сумен шаю-таза сумен шаю-сілтілік жуу-сілтілік жуу-таза сумен шаю-таза сумен шаю-алдын ала сусыздандыру (баяу көтеру) - кептіру-беру.
Монокристалды барқыт жасау принципі
Монокристалды кремний пластинасы монокристалды кремний пластинасының анизотропты коррозиясының сипаттамасы болып табылады. Реакция принципі келесі химиялық реакция теңдеуі болып табылады:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
Негізінде, замша түзілу процесі: әртүрлі кристалды беттердің коррозия жылдамдығы үшін NaOH ерітіндісі, (100) беттік коррозия жылдамдығы (111)-ден жоғары, сондықтан (100) анизотропты коррозиядан кейін монокристалды кремний пластинасына, сайып келгенде, бетінде (111) төрт жақты конус, яғни «пирамида» құрылымы пайда болады (1-суретте көрсетілгендей). Құрылым қалыптасқаннан кейін, жарық пирамида көлбеуіне белгілі бір бұрышпен түскенде, жарық көлбеуге басқа бұрышпен шағылысады, екінші немесе одан да көп сіңіруді қалыптастырады, осылайша кремний пластинасының бетіндегі шағылыстыруды, яғни жарық ұстағыш әсерін азайтады (2-суретті қараңыз). «Пирамида» құрылымының өлшемі мен біркелкілігі неғұрлым жақсы болса, тұзақ әсері соғұрлым айқын болады және кремний пластинасының беттік эмитрат деңгейі соғұрлым төмен болады.
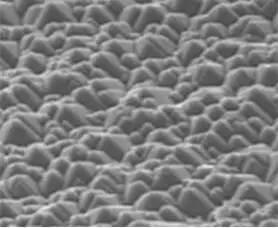
1-сурет: Сілті өндірісінен кейінгі монокристалды кремний пластинасының микроморфологиясы
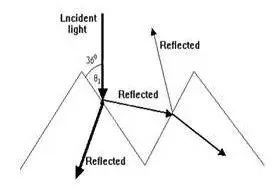
2-сурет: «Пирамида» құрылымының жарық тұзағы принципі
Монокристалды ағартуды талдау
Ақ кремний пластинасындағы сканерлеуші электронды микроскоп арқылы ақ пластинаның пирамидалық микроқұрылымы негізінен қалыптаспаған және бетінде «балауыз тәрізді» қалдық қабаты бар сияқты, ал сол кремний пластинасының ақ аймағындағы замшаның пирамидалық құрылымы жақсырақ қалыптасқан (3-суретті қараңыз). Егер монокристалды кремний пластинасының бетінде қалдықтар болса, бетінде қалдық аймақ «пирамидалық» құрылымның өлшемі мен біркелкілігі болады, қалыпты аймақтың әсері жеткіліксіз болады, нәтижесінде қалдық барқыт бетінің шағылыстыруы қалыпты аймақтан жоғары болады, қалыпты аймақпен салыстырғанда шағылыстыруы жоғары аймақ көрнекі түрде ақ түсте көрінеді. Ақ аймақтың таралу пішінінен көрініп тұрғандай, ол үлкен аумақта тұрақты немесе тұрақты пішінде емес, тек жергілікті жерлерде ғана болады. Кремний пластинасының бетіндегі жергілікті ластаушы заттар тазаланбаған немесе кремний пластинасының беткі жағдайы екінші реттік ластанудан туындаған болуы керек.
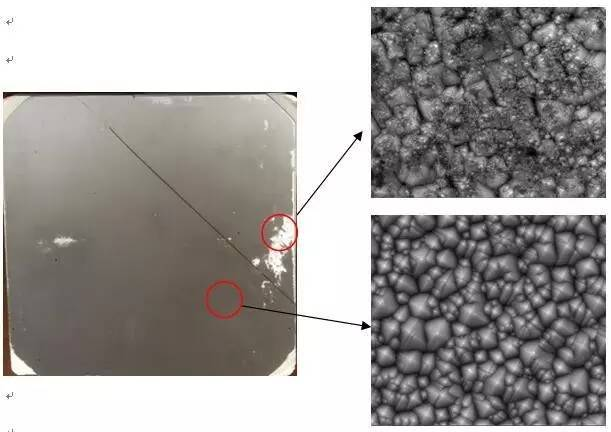
3-сурет: Барқыт ақ кремний пластиналарының аймақтық микроқұрылымдық айырмашылықтарын салыстыру
Алмаз сыммен кесетін кремний пластинасының беті тегіс және зақымдану аз (4-суретте көрсетілгендей). Ерітінді кремний пластинасымен салыстырғанда, сілті мен алмас сыммен кесетін кремний пластинасының бетінің реакция жылдамдығы ерітіндімен кесетін монокристалды кремний пластинасына қарағанда баяу, сондықтан беткі қалдықтардың барқыт әсеріне әсері айқынырақ.
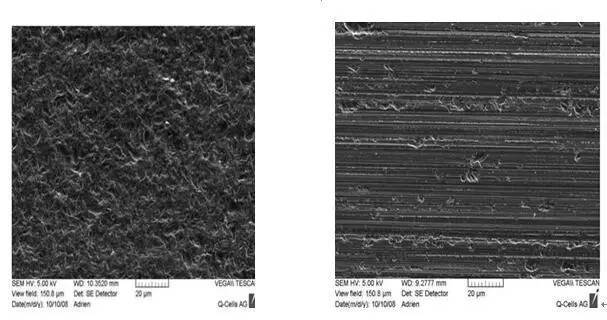
4-сурет: (A) Ерітіндімен кесілген кремний пластинасының беттік микрографиясы (B) алмас сыммен кесілген кремний пластинасының беттік микрографиясы
Алмаз сыммен кесілген кремний пластинасының бетінің негізгі қалдық көзі
(1) Салқындатқыш: алмас сым кесетін салқындатқыштың негізгі компоненттері - беттік-белсенді зат, диспергатор, дезинфекциялаушы және су және басқа да компоненттер. Тамаша өнімділікке ие кесетін сұйықтық жақсы суспензияға, дисперсияға және оңай тазалауға ие. Беттік-белсенді заттар әдетте жақсы гидрофильді қасиеттерге ие, оны кремний пластинасын тазалау процесінде оңай тазалауға болады. Бұл қоспаларды суда үздіксіз араластыру және айналдыру көп мөлшерде көбік түзеді, бұл салқындатқыш ағынының төмендеуіне әкеледі, салқындату өнімділігіне әсер етеді және көбіктің және тіпті көбіктің толып кетуіне байланысты елеулі проблемалар тудырады, бұл пайдалануға айтарлықтай әсер етеді. Сондықтан салқындатқыш әдетте дезинфекциялаушы затпен бірге қолданылады. Дезинфекциялау өнімділігін қамтамасыз ету үшін дәстүрлі силикон мен полиэфир әдетте нашар гидрофильді. Судағы еріткішті адсорбциялау өте оңай және кейінгі тазалау кезінде кремний пластинасының бетінде қалады, бұл ақ дақ мәселесіне әкеледі. Салқындатқыштың негізгі компоненттерімен жақсы үйлесімді емес, сондықтан оны екі компонентке бөлу керек, Негізгі компоненттер мен көбіктенетін агенттер суға қосылды, Қолдану процесінде көбік жағдайына сәйкес, Көбіктенетін агенттерді қолдану мен дозалауды сандық бақылау мүмкін емес, Аноаминг агенттерінің артық дозалануына оңай жол беруі мүмкін, Кремний пластинасының бетіндегі қалдықтардың көбеюіне әкеледі, Оны пайдалану да қолайсыз, Дегенмен, шикізат пен көбіктенетін агент шикізатының төмен бағасына байланысты, Сондықтан тұрмыстық салқындатқыштың көпшілігі осы формула жүйесін пайдаланады; Басқа салқындатқыш жаңа көбіктенетін агентті пайдаланады, Негізгі компоненттермен жақсы үйлесімді болуы мүмкін, Қоспалар жоқ, Оның мөлшерін тиімді және сандық түрде басқара алады, Шамадан тыс пайдаланудың алдын ала алады, Жаттығуларды орындау да өте ыңғайлы, Дұрыс тазалау процесімен оның қалдықтарын өте төмен деңгейге дейін бақылауға болады, Жапонияда және бірнеше отандық өндірушілер бұл формула жүйесін қабылдайды, Дегенмен, шикізаттың жоғары құнына байланысты оның баға артықшылығы айқын емес.
(2) Желім және шайыр нұсқасы: гауһар сым кесу процесінің кейінгі кезеңінде, кіріс ұшына жақын кремний пластинасы алдын ала кесілген, шығыс ұшындағы кремний пластинасы әлі кесілмеген, ерте кесілген гауһар сым резеңке қабаты мен шайыр пластинасына кесіле бастаған, кремний таяқшасы желімі мен шайыр тақтасы екеуі де эпоксидті шайыр өнімдері болғандықтан, оның жұмсару температурасы негізінен 55 және 95℃ аралығында, егер резеңке қабатының немесе шайыр пластинасының жұмсару температурасы төмен болса, кесу процесінде оңай қызып, оның жұмсарып, балқуына әкелуі мүмкін, болат сымға және кремний пластинасының бетіне бекітіледі, гауһар сызығының кесу қабілетінің төмендеуіне әкеледі, немесе кремний пластиналары шайырмен боялады, бекітілгеннен кейін жуу өте қиын, мұндай ластану көбінесе кремний пластинасының шеткі шетіне жақын жерде болады.
(3) кремний ұнтағы: гауһар сыммен кесу процесінде көп мөлшерде кремний ұнтағы пайда болады, кесу кезінде ерітіндідегі салқындатқыш ұнтағының мөлшері артады, ұнтақ жеткілікті үлкен болған кезде кремний бетіне жабысады, ал гауһар сыммен кесу кремний ұнтағының мөлшері мен өлшемін кремний бетіне адсорбциялауды жеңілдетеді, тазалауды қиындатады. Сондықтан салқындатқыштың жаңартылуын және сапасын қамтамасыз етіңіз және салқындатқыштағы ұнтақ мөлшерін азайтыңыз.
(4) тазалағыш зат: қазіргі уақытта гауһар сым кесу өндірушілері негізінен ерітінді кесуді бір уақытта қолданады, негізінен ерітінді кесуді алдын ала жуу, тазалау процесі және тазалағыш зат және т.б. пайдаланады, кесу механизмінен бір гауһар сым кесу технологиясы, сызықтық, салқындатқыш және ерітінді кесу толық жиынтығын құрайды, сондықтан сәйкес тазалау процесі, тазалағыш заттың мөлшері, формуласы және т.б. гауһар сым кесу үшін тиісті түзетулер енгізуі керек. Тазалағыш зат маңызды аспект болып табылады, бастапқы тазалағыш зат формуласы беттік белсенді зат, сілтілік гауһар сым кесу кремний пластинасын тазалауға жарамсыз, гауһар сым кремний пластинасының бетіне, тазартқыш заттың құрамы мен беткі қалдықтарына және тазалау процесіне сәйкес келуі керек. Жоғарыда айтылғандай, ерітінді кесу үшін көбікті кетіргіш заттың құрамы қажет емес.
(5) Су: гауһар сым кесу, алдын ала жуу және тазалау кезінде асып кеткен судың құрамында қоспалар бар, ол кремний пластинасының бетіне сіңіп кетуі мүмкін.
Барқыт шашты ақ түске айналдыру мәселесін азайту бойынша ұсыныстар
(1) Салқындатқышты жақсы дисперсиямен пайдалану үшін, ал салқындатқыш кремний пластинасының бетіндегі салқындатқыш компоненттерінің қалдықтарын азайту үшін аз қалдықты көбіктендіруші агентті пайдалануы керек;
(2) Кремний пластинасының ластануын азайту үшін тиісті желім мен шайыр пластинасын пайдаланыңыз;
(3) Пайдаланылған суда оңай қалдық қоспалардың болмауын қамтамасыз ету үшін салқындатқыш таза сумен сұйылтылады;
(4) Алмаз сыммен кесілген кремний пластинасының беті үшін белсенділік пен тазарту әсеріне қолайлы тазартқыш затты пайдаланыңыз;
(5) Кесу процесінде кремний ұнтағының мөлшерін азайту үшін гауһар желісіндегі салқындатқыш сұйықтықты онлайн қалпына келтіру жүйесін пайдаланыңыз, осылайша пластинаның кремний пластинасының бетіндегі кремний ұнтағының қалдықтарын тиімді басқарыңыз. Сонымен қатар, кремний ұнтағының уақытында жуылуын қамтамасыз ету үшін алдын ала жуу кезінде су температурасын, ағынын және уақытын жақсартуға болады.
(6) Кремний пластинасы тазалау үстеліне қойылғаннан кейін, оны дереу өңдеу керек және бүкіл тазалау процесінде кремний пластинасын ылғалды ұстау керек.
(7) Кремний пластинасы дезинфекциялау процесінде бетті ылғалды ұстайды және табиғи түрде кеуіп кете алмайды. (8) Кремний пластинасын тазалау процесінде ауада болу уақытын кремний пластинасының бетінде гүлдердің пайда болуына жол бермеу үшін мүмкіндігінше қысқартуға болады.
(9) Тазалау қызметкерлері бүкіл тазалау процесінде кремний пластинасының бетіне тікелей тиюі тиіс емес және саусақ ізін басып шығармау үшін резеңке қолғап киюі керек.
(10) [2] сілтемесінде батарея ұшы 1:26 көлемдік қатынасына (3% NaOH ерітіндісі) сәйкес сутегі асқын тотығы H2O2 + сілті NaOH тазалау процесін пайдаланады, бұл мәселенің пайда болуын тиімді түрде азайта алады. Оның принципі жартылай өткізгіш кремний пластинасының SC1 тазалау ерітіндісіне (әдетте сұйықтық 1 деп аталады) ұқсас. Оның негізгі механизмі: кремний пластинасының бетіндегі тотығу қабықшасы H2O2 тотығуы арқылы түзіледі, ол NaOH арқылы коррозияға ұшырайды, ал тотығу мен коррозия бірнеше рет жүреді. Сондықтан кремний ұнтағына, шайырға, металлға және т.б. бекітілген бөлшектер де коррозия қабатымен бірге тазалау сұйықтығына түседі; H2O2 тотығуына байланысты пластина бетіндегі органикалық заттар CO2, H2O-ға ыдырайды және жойылады. Бұл тазалау процесінде кремний пластинасын өндірушілер бұл процесті гауһар сым кесетін монокристалды кремний пластинасын тазалау үшін қолданды, отандық және Тайваньдағы кремний пластинасын партиялық түрде пайдалануда барқыт ақ мәселеге шағымданады. Сондай-ақ, батарея өндірушілері барқыттың ақ түсінің пайда болуын тиімді бақылау үшін осындай барқыт алдын ала тазалау процесін қолданды. Бұл тазалау процесі кремний пластинасын тазалау процесіне қосылып, кремний пластинасының қалдықтарын кетіреді, осылайша батарея ұшындағы ақ шаш мәселесін тиімді шешеді.
қорытынды
Қазіргі уақытта гауһар сым кесу монокристалды кесу саласындағы негізгі өңдеу технологиясына айналды, бірақ барқыт ақ түс жасау мәселесін алға жылжыту барысында кремний пластинасы мен батарея өндірушілерін алаңдатып отыр, бұл батарея өндірушілерін гауһар сым кесу кремний пластинасының белгілі бір қарсылыққа ие болуына әкелді. Ақ аймақты салыстырмалы талдау арқылы ол негізінен кремний пластинасының бетіндегі қалдықтардан туындайды. Ұяшықтағы кремний пластинасы мәселесінің алдын алу үшін бұл мақалада кремний пластинасының беткі ластануының ықтимал көздері, сондай-ақ өндірістегі жақсарту ұсыныстары мен шаралары талданады. Ақ дақтардың санына, аймағына және пішініне сәйкес себептерін талдауға және жақсартуға болады. Әсіресе, сутегі асқын тотығы + сілтілі тазалау процесін қолдану ұсынылады. Табысты тәжірибе көрсеткендей, ол гауһар сым кесу кремний пластинасын барқыт ағарту мәселесін тиімді түрде алдын ала алады, бұл сала мамандары мен өндірушілеріне сілтеме жасау үшін.
Жарияланған уақыты: 2024 жылғы 30 мамыр